When measuring the position of moving targets in production and process automation environments, it is important to understand the different methods of sensor triggering, their impact on measurement cycle times and the benefits they can offer over continuous measurement, says Chris Jones, Managing Director at Micro-Epsilon UK.

Triggering is a term often used in sensing and measurement technology and includes all the different methods of initiating a measurement or a controlled output of measurement data.
Particularly in production and process automation environments, in order to reduce the system load on any downstream monitoring and control units, a permanent measurement output is often not the best approach. Instead, the sensor should wait for a signal from an external source that specifies the time for a measurement to take place, thus initiating the output of data. Triggering is therefore often initiated by an external signal. For example, consider a target object in a high speed production line, which passes a sensor every five seconds for a period of one second. If the sensor has a trigger function, the output of the sensor only needs to be switched on (initiated) every 5s for a duration of 1s. The measurements between the target objects are of no interest and so do not need to be evaluated. This type of sensor set up provides savings in terms of the memory of the evaluation system.
It is important to understand the different triggering methods available and their relationship to sensor measurement rate and cycle time, particularly in fast-moving processes.
Non-contact laser sensors are often installed in production and process automation environments to measure displacement, distance or position. These sensors can be triggered both via the ‘edge’ or the ‘level’ of the trigger signal. The following are implemented as trigger conditions: rising edge (positive edge), falling edge (negative edge), High level (H level) and Low level (L level).
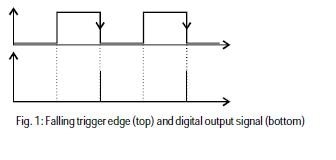
Edge triggering
After the triggering edge, provided by an initiator switch or PLC, the analogue output is updated, or if a digital output has been selected, only a digital measurement is output via an RS422 interface (see Fig 1).
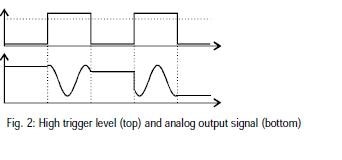
Level Triggering
Level triggering, sometimes referred to as gating, causes the sensor to output measurements until the trigger condition is satisfied (see Fig 2).
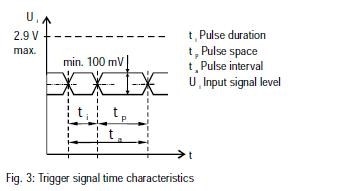
Trigger pulse values
The trigger pulse duration ti must be at least one cycle period (= 1/measuring rate). With a slower measuring rate, the trigger pulse duration must therefore also be extended (e.g. from ti = 400µs at a measuring rate of 2.5 kHz, to ti = 3.2ms at a measuring rate of 312.5 Hz). The necessary level adaptation to the LVDS specification (see Fig 3) of the sensor occurs via a controller that permits trigger levels from 2.4V to 24V.
Time offset of trigger and output signal
The sensor subdivides the processing and output of the measurements into cycles. Assuming a maximum measuring rate of 2.5kHz, 400µs is taken up with cycles for exposure, reading in, computation and controlling. A total period of approx. 1.6ms passes before the first measurement is available at the output. As the processing occurs sequentially in time and parallel in space, the next measurement is available at the output after a further 400µs.
The sensor time pattern therefore requires a chronological interval between two consecutive trigger signals of at least four cycles with edge triggering, or five cycles for level triggering. Thus a measurement is not output that was valid four cycles ago, but instead the measurement object position is acquired exactly at the time of the trigger. As a result, a maximum trigger frequency of 625Hz occurs for a measuring rate of 2.5 kHz. There remains a time uncertainty of a maximum of one cycle because the sensor continues operating in its cycle sequence and the trigger edge can be located within the first cycle, i.e. from the start to the end of the first cycle. The trigger input is interrogated within this period. The leads to a minimum length of the trigger pulse of at least one cycle.
Application
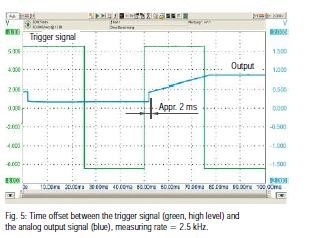
A typical measurement application with triggering is the bridging of gaps with single parts on a conveyor belt (see Fig 5).
In this example, only measurements for a particular range of positions are to be examined more closely. The trigger signal (green) initiates the measurement in the sensor. The time offset of the trigger signal and output signal of the sensor (blue) can be seen clearly on the oscilloscope. The sensor needs this time for the internal processing and output of the measurement results. Encoders are also suitable as trigger signal sources. Rotary transducers can be found in all numerically controlled industrial systems. The rotational speed or the closeness of the pulses from the encoder is a direct measure of a linear change, e.g. of a conveyor belt. If an encoder, for example, supplies 1,000 pulses per revolution and if the internal processing time of 1.6ms in the sensor is taken into account, then the encoder may revolve at a maximum of 0.625 revolutions per second (or 37.5rpm), so that the maximum trigger frequency for the measuring rate of 2.5kHz is not exceeded.
Summary
Edge triggering supplies single measurements on the output of a sensor and so replaces sampling operation. Also, the typical memory overflow associated with continuous measurement is also prevented, which ensures an exact alignment between the measurement and the time. If the sensor is combined with a controller, taking into account the maximum trigger frequencies, an economically practical measurement unit is produced for production and process automation applications.
For more information, please call the Micro-Epsilon sales department on 0151 355 6070 or email [email protected]