Chris Jones, Managing Director at Micro-Epsilon UK, discusses how non-contact confocal displacement sensors are helping companies to inspect the shape, size and surface topography of MEMS structures to nanometre resolution.
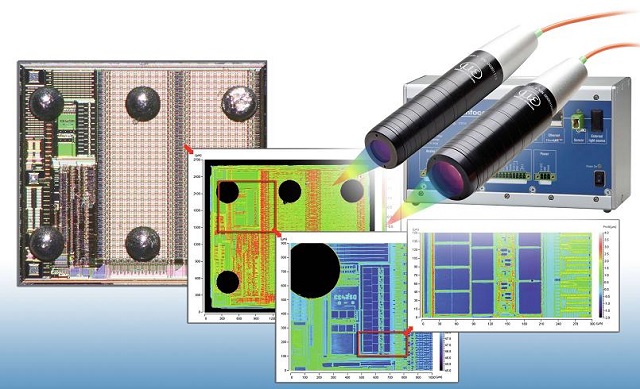
The latest confocal chromatic sensors offer extremely high sensitivity and sub-micrometre resolution, providing significant advantages when it comes to inspecting the shape, size and surface topography of MEMS structures during or post-production. These sensors can be integrated to linear X-Y stages, machine tools or special purpose inspection systems with closed loop feedback control.
How do confocal sensors work?
The confocal chromatic measuring principle works by focusing polychromatic white light onto the target surface using a multi-lens optical system. The lenses are arranged in such a way that the white light is dispersed into a monochromatic light by controlled chromatic deviation (aberration). A certain deviation (specific distance) is assigned to each wavelength by a factory calibration.
Only the wavelength that is exactly focussed on the target surface or material is used for the measurement. This light reflected from the target surface is passed through a confocal aperture onto a spectrometer, which detects and processes the spectral changes.
Confocal measurement offers nanometre resolutions and operates almost independently of the target material. A very small, constant spot size, typically <10 µm, through the measurement range of the sensor is achieved. Miniature radial and axial confocal versions are available for measuring the internal surfaces of drilled or bored holes, as well as the measurement of narrow apertures, small gaps and cavities.
Inspecting highly reflective and dark diffuse surfaces
Precision laser micromachining companies are benefiting from the use of non-contact confocal chromatic sensors. UK-based firm OpTek Systems, for example, has installed non-contact confocal chromatic sensors from Micro-Epsilon on a number of its laser processing machines. These high precision confocal displacement sensors are capable of measuring the surface finish and groove depth of difficult materials, ranging from highly reflective, mirrored surfaces to dark, diffuse surfaces.
The machines that OpTek builds need to work to extremely high tolerances, typically to sub-micron accuracy. This means that any measurement and inspection systems installed on these machines also need to operate at these levels of accuracy. On a recent project, OpTek had some challenges to overcome in terms of the in-situ measurement capability of its machines, which were required to measure the depth of features laser-etched in the surface of disc-shaped components to accuracies of 0.25 microns, as well as measuring the surface finish [Ra] of these components to less than 0.1-micron accuracy.
These same measurement systems also needed to cope with changes in the texture and surface finish of the components, which could be high precision air bearings or seals. Typically, these components are machined from metals or hard ceramics, such as silicon carbide or tungsten carbide, and so the sensors needed to measure on both dark, diffuse surfaces, as well as shiny reflective, mirrored surfaces. Finding a supplier that could provide OpTek with one type of sensor that met these requirements proved challenging.
OpTek did consider employing some of the contact-based, stylus measurement systems typically used for off-line measurements, but the practicalities of integrating these rather delicate touch probe sensors within the automated environment of the machine were problematic.
Moreover, the ability of the non-contact probe to be able to measure a range of different sizes and shapes of parts and features with small tolerances, both in depth and laterally without concern for mechanical crashes, made the non-contact approach very attractive. Also, the ability to avoid probe-tip cleaning and replacement provided a more reliable and stable long-term solution.
OpTek considered the various non-contact displacement measuring principles including laser triangulation sensors. However, it was concluded that laser sensors would not provide the measurement accuracy needed in this application, particularly as the surfaces were changing from dark, diffuse to highly reflective.
Micro-Epsilon recommended its confocalDT IFS 2405 non-contact confocal displacement sensor. These sensors benefit from large standoff distances (up to 100mm), providing users with greater flexibility in terms of the variety of applications in which they can be used. In addition, the tilt angle of the sensor has been increased significantly (up to 34 degrees), which provides better performance when measuring across changing surface features.
Adding real value
OpTek machines, and indeed laser-machines in general, already have line-of-sight of the component that needs to be measured and so installing a confocal sensor close to this target was relatively straightforward. The confocal sensor can be positioned well away from the debris field produced by the laser machining process, and then brought in to measure the result almost in real time.
In addition, being able to supply laser-processing machines to its customers with in-situ measurement capabilities for difficult, changing surface textures, added real value to the OpTek offering. The sensors are capable of measuring component and surface features that were previously beyond OpTek’s capabilities, which in turn has opened up a lot of scope for providing new quality assurance features on its machines.
For more information on confocal displacement sensors, please call the Micro-Epsilon sales department on 0151 355 6070 or email [email protected]