ROHM Semiconductor has proposed a modular solution for detecting machine failures in advance by integrating pressure, temperature, color, and other sensors that cover mechanical, environmental, and optical abnormalities. In addition, sub-GHz technology supports multiple wireless nodes with a range of up to 1km.
 ROHM Machine Health Monitoring Demo. Credit: ROHM Semiconductor
ROHM Machine Health Monitoring Demo. Credit: ROHM Semiconductor
In industrial applications, it is often important to monitor the status of machines in real-time to provide early detection of machine failure. This is beneficial as cost and scalability of automation in factories are rising and early detection to solve issues can help to make systems more profitable and efficient. A single malfunction of factory equipment can result in substantial losses, leading many manufacturers to consider machine health monitoring systems that prevent failure by monitoring equipment and conditions within factories. Machine health monitoring, which is a type of visualization method for factories, is designed to transition from preventive maintenance to predictive maintenance by continuously collecting and analyzing information on the condition of equipment and facilities within factories.
The ROHM Group's modular solution enables continuous monitoring of all equipment for mechanical, environmental, and optical anomalies that can indicate potential malfunctions and/or stoppages before they occur by allowing users to quickly install temperature, color, barometric pressure, and other sensors on to existing solutions. This is enabled using sub-Ghz technology makes it possible to support multiple low-power nodes with a range of up to 1km.
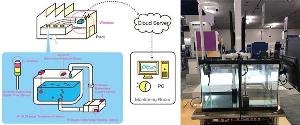
The demo itself is designed to simulate a typical pump used in factories, circulating a tank filled with liquid. 11 sensor nodes are attached to the pump and tank, and data acquired from each node is wirelessly transmitted to a control device. When the control device detects an abnormality in the data, it can immediately issue an alert and/or stop operation. In addition, transmitting the data to a cloud server via a gateway makes remote monitoring possible from virtually anywhere in the world.
A working demo will be showcased at this year’s Sensors Expo held on June 28-29th at booth 616, at the McEnery Convention Center in downtown San Jose.
Key Benefits
1. Speeds up management and response by allowing access to plant information anytime, anywhere
2. Improves production efficiency and promotes workplace safety by monitoring the health of the plant
3. Enables preventive and predictive maintenance through equipment monitoring
4. Allows for the management of defective product